Технология пайки труб из полиэтилена низкого давления (ПНД)
Полиэтиленовые трубы прочно вошли в нашу современную жизнь. Без них не обходится ни одна сфера промышленности и строительства. Нашли они широкое применение и в быту. Для образования трубопроводных линий различного назначения, используют несколько вариантов.
Способы соединений ПЭ
Существует несколько типов подсоединений полиэтиленовых труб.
Они подразделяются на несколько групп:
- разъемные;
- неразъемные.
Первый позволяет разобрать готовую конструкцию. Его используют в случае необходимости разборки после использования. Для соединения используют металлические фланцы. Самым прочным считается неразъемное соединение. Оно достигается пайкой или методом сварки, которая подразделяется на муфтовую, стыковую.
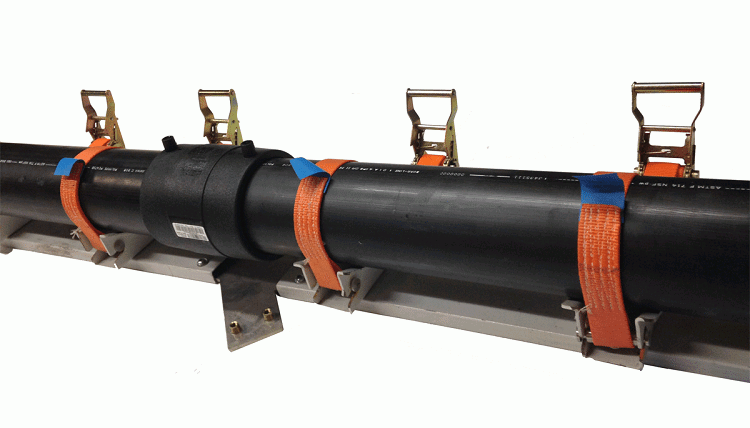
Сварка ПНД труб встык
Работы проходят на сварочном оборудовании, предназначенном для сваривания полиэтиленовых деталей. Максимальный эффект достигается при пайке труб, изготовленных из ПНД. Этот метод применяется для прокладки открытого трубопровода, а также траншейного способа. Чтобы достичь высокой прочности стыковой сварки, общее подсоединение выполняют одним швом. В случае сварки несколькими швами, прочность соединения иногда может получиться слишком низкой.
Муфтовая сварка ПНД труб
Работа осуществляются особым сварочным оборудованием (паяльником), укомплектованным специальными разнообразными насадками, определенного диаметра.
Для получения прочного соединения, монтажники пользуются всевозможными фитингами:
- уголками;
- тройниками;
- муфтами.
Сварку ПНД изделий паяльным оборудованием, легко выполнить самостоятельно.
Для этого требуется соблюдать определенные правила:
- специальными ножницами заготавливают заготовки определенного размера;
- очищают торцы соединяемых деталей;
- чтобы исключить попадание грязи, пробками закрывают трубы, которые, не будут свариваться в это время;
- проводят чистку нагреваемых деталей паяльника.
После проведения подготовительных работ, выполняют пайку в определенной последовательности:
- Паяльник нагревают до нужной температуры. Индикатор покажет максимальный разогрев.
- В специальную гильзу вставляют заготовку.
- До упора с силой насаживается фитинг.
- Через пять секунд, разогретые заготовки снимаются. Т
- Трубы соединяют с фитингом, создавая плотное соприкосновение с образовавшимся гратом (кольцевой валик на концах нагретых деталей).
- Сваренные трубы должны полностью остыть. В этот момент они не должны испытывать внешних воздействий.
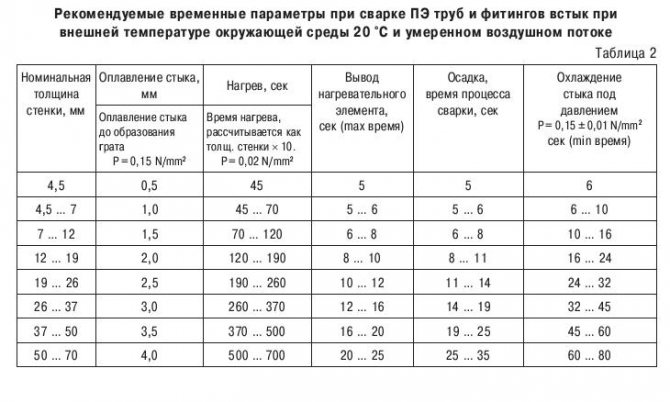
Процесс пайки доступен любому человеку. Но существует несколько тонкостей, которые необходимо учитывать. Продолжительность процесса пайки определяется по специальным таблицам в зависимости от диаметра трубы.
В случае муфтовой пайки, надавливание, вставляемых деталей, необходимо прекратить, если они коснулись упора. Если это правило игнорировать, прочность соединения будет очень низкой. Так как, довольно сложно определить величину погружения детали при сварке, глубину необходимо предварительно измерить, на поверхности детали нанести яркую метку.
Электрическая муфтовая сварка
Этот вариант используется для образования соединений, отличающихся повышенной прочностью. При работе пользуются особой электрической муфтой, комплектуемой нагревательными (закладными) деталями. Во время сварки пользуются фитингами, оборудованными нагревательными спиралями. Частичное расплавление позволяет получить монолитную конструкцию.
Основным преимуществом электромуфтовой сварки считается отсутствие образования грата. Детали можно сваривать в наиболее труднодоступных местах — не требуется устанавливать большие сварочные аппараты.
Технологический процесс электрической муфтовой сварки
- Специальными ножницами нарезаются заготовки труб (выдерживается определенный размер).
- Электромуфту, а также поверхность заготовок, тщательно очищают. Удаляют жир, скопившуюся грязь, пыль.
- Чтобы контролировать нужную глубину вставки заготовки в муфту, необходимо нанести на нее яркую метку.
- Отверстия не свариваемых труб, закрываются заглушками. Это позволяет избежать охлаждения.
- С помощью кабелей, электромуфту подключают к сварочному аппарату.
- Для запуска сварочного процесса, необходимо нажать кнопку «Пуск». Аппарат выключается автоматически после окончания сварки.
- Чтобы сварное соединение можно было начать эксплуатировать, необходимо подождать один час, пока не произойдет окончательного затвердения деталей.
Чтобы достичь высокого качества сварки, детали должны оставаться неподвижными, как в момент работы, а также во время последующего остывания.
К показателю качества, полученного сварного соединения, относится толщина валика. Она должна составлять 1/3 от половины размера толщины трубы. Грат обязательно должен закрывать метку, предварительно нанесенную на поверхность заготовки.
Допускаемое смещение свариваемых участков, должно быть не более 10% толщины стенки детали.
Какой способ выбрать
Каждый из выше перечисленных вариантов, отличается положительными, а также отрицательными сторонами. При определенных условиях не каждым способом можно воспользоваться, чтобы сваривать напорные ПНД трубы. Существует несколько важных факторов, оказывающих влияние на создание сварных соединений ПЭ труб в зависимости от конкретных условий.
К примеру, чтобы достичь гибкого соединения по всей длине трубопровода, исключить образование жестких участков, оптимальным способом считается стыковая сварка. К ее дополнительным положительным качествам можно отнести высокую экономичность, простоту работы и обслуживания.
Для выполнения пайки в труднодоступных участках, когда невозможно получить осевые смещения, когда сложно воспользоваться другим оборудованием, идеальным, единственно приемлемым, считается муфтовое соединение.
Когда необходимо выполнить работу на ограниченном пространстве, труднодоступном участке, сварку ПНД изделий осуществляет электромуфтовым способом. Важным преимуществом такого способа считается его быстрота. Это особенно важно при выполнении срочных работ.
Если при исполнении краткосрочной работы, не требуется использовать пайку, когда достаточно создать одноразовое соединение, можно воспользоваться временным, специальным разъемным соединением.